
耦合器用")

中华人民共和国机械行业标准
JB/T4235-1999 普通型、限矩型液力偶合器易熔塞
销售易熔合金,
熔化温度125℃,140℃,160℃,(液力偶合器易熔塞专用).
*请选用偶合器专业厂低熔点合金,以免影响液力偶合器正常可靠运行,非偶合器专业厂产的低熔点易熔合金易出现渗油、偶合器控温不准等问题。*
销售易熔塞
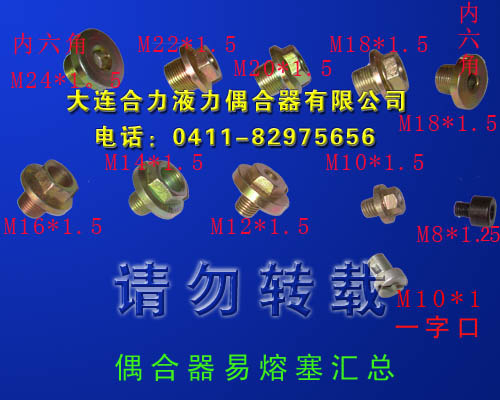
规格(安装螺纹)
M18*1.5,M24*1.5,M22*1.5,M20*1.5,M16*1.5,
M14*1.5,M12*1.5,M10*1.5,M8
液力偶合器易熔塞如因低熔点合金熔化,将不能继续使用,必须重新浇注低熔点易熔合金,方可使用。提醒用户绝对不允许采用其它金属代替易熔合金进行浇注,或将喷后的易熔塞本体中心孔焊死(用异物堵死),否则将产生油封漏油甚至偶合器主体燃烧爆裂的严重后果,导致偶合器厂家将不会保修及承担任何责任。
易熔塞浇注的工艺如下:
1.低熔点合金熔融盛装器皿:不锈钢小容器。
2.加热源:电炉或煤炭炉等。
3.浇注方法:
3.1将低熔点合金放入不锈钢容器中加热至熔融{容器要无油污及水分}
3.2将喷油后的易熔塞本体油污除净无残留,且应将易熔塞本体预热至100℃----120℃。
3.3将预热后的易熔塞本体螺纹的一端放至在平整的耐热物体上,以防止易熔合金溶液流走,后将易熔合金溶液浇注入易熔塞本体中心孔并待自然冷却,合金厚度不应小于容腔高度70%。
3.4待合金凝固后用金属棒锤打迫紧,使用时不应渗漏。
 合金熔融液切勿遇水,防止喷溅伤人。
合金熔融液切勿遇水,防止喷溅伤人。
销售易熔合金块,用户自行浇注,无须提供螺塞尺寸
大连合力液力偶合器有限公司 电话:0411-82975656
网址:www.yeliouheqi.com
